
We supply high standard titanium bars and billets to global buyers.
ASTM B348: Standard Specification for Titanium and Titanium Alloy Bars and Billets
1. Scope
1.1 This specification 2 covers annealed titanium and tita-nium alloy bars and billets as follows:
1.1.1 Grade 1—UNS R50250. Unalloyed titanium,
1.1.2 Grade 2—UNS R50400. Unalloyed titanium,
1.1.2.1 Grade 2H—UNS R50400. Unalloyed titanium (Grade 2 with 58 ksi (400 MPa) minimum UTS),
1.1.3 Grade 3—UNS R50550. Unalloyed titanium,
1.1.4 Grade 4—UNS R50700. Unalloyed titanium,
1.1.5 Grade 5—UNS R56400. Titanium alloy (6% aluminum, 4% vanadium),
1.1.6 Grade 6—UNS R54520. Titanium alloy (5% aluminum, 2.5% tin),
1.1.7 Grade 7—UNS R52400. Unalloyed titanium plus 0.12 to 0.25% palladium,
1.1.7.1 Grade 7H—UNS R52400. Unalloyed titanium plus 0.12 to 0.25% palladium (Grade 7 with 58 ksi (400 MPa) minimum UTS),
1.1.8 Grade 9—UNS R56320. Titanium alloy (3% aluminum, 2.5% vanadium),
1.1.9 Grade 11—UNS R52250. Unalloyed titanium plus 0.12 to 0.25% palladium,
1.1.10 Grade 12—UNS R53400. Titanium alloy (0.3% molybdenum, 0.8% nickel),
1.1.11 Grade 13—UNS R53413. Titanium alloy (0.5% nickel, 0.05% ruthenium),
1.1.12 Grade 14—UNS R53414. Titanium alloy (0.5% nickel, 0.05% ruthenium),
1.1.13 Grade 15—UNS R53415. Titanium alloy (0.5% nickel, 0.05% ruthenium),
1.1.14 Grade 16—UNS R52402. Unalloyed titanium plus 0.04 to 0.08% palladium,
1.1.14.1 Grade 16H—UNS R52402. Unalloyed titanium plus 0.04 to 0.08% palladium (Grade 16 with 58 (400 MPa) ksi minimum UTS),
1.1.15 Grade 17—UNS R52252. Unalloyed titanium plus 0.04 to 0.08% palladium,
1.1.16 Grade 18—UNS R56322. Titanium alloy (3% aluminum, 2.5% vanadium) plus 0.04 to 0.08% palladium,
1.1.17 Grade 19—UNS R58640. Titanium alloy (3% aluminum, 8% vanadium, 6% chromium, 4% zirconium, 4% molybdenum),
1.1.18 Grade 20—UNS R58645. Titanium alloy (3% aluminum, 8% vanadium, 6% chromium, 4% zirconium, 4% molybdenum) plus 0.04%–0.08% palladium,
1.1.19 Grade 21—UNS R58210. Titanium alloy (15% molybdenum, 3% aluminum, 2.7% niobium, 0.25% silicon),
1.1.20 Grade 23—UNS R56407. Titanium alloy (6% aluminum, 4% vanadium with extra low interstitial elements, ELI),
1.1.21 Grade 24—UNS R56405. Titanium alloy (6% aluminum, 4% vanadium) plus 0.04% to 0.08% palladium,
1.1.22 Grade 25—UNS R56403. Titanium alloy (6% aluminum, 4% vanadium) plus 0.3% to 0.8% nickel and 0.04% to 0.08% palladium,
1.1.23 Grade 26—UNS R52404. Unalloyed titanium plus 0.08 to 0.14% ruthenium,
1.1.23.1 Grade 26H—UNS R52404. Unalloyed titanium plus 0.08 to 0.14% ruthenium (Grade 26 with 58 ksi (400 MPa) minimum UTS),
1.1.24 Grade 27—UNS R52254. Unalloyed titanium plus 0.08 to 0.14% ruthenium,
1.1.25 Grade 28—UNS R56323. Titanium alloy (3% aluminum, 2.5% vanadium plus 0.08–0.14% ruthenium),
1.1.26 Grade 29—UNS R56404. Titanium alloy (6% aluminum, 4% vanadium, extra low interstitial, ELI plus 0.08 to 0.14% ruthenium),
1.1.27 Grade 30—UNS R53530. Titanium alloy (0.3% cobalt, 0.05% palladium),
1.1.28 Grade 31—UNS R53532. Titanium alloy (0.3% cobalt, 0.05% palladium),
1.1.29 Grade 32—UNS R55111. Titanium alloy (5% aluminum, 1% tin, 1% zirconium, 1% vanadium, 0.8% molybdenum),
1.1.30 Grade 33—UNS R53442. Titanium alloy (0.4% nickel, 0.015% palladium, 0.025% ruthenium, 0.15% chromium),
1.1.31 Grade 34—UNS R53445. Titanium alloy (0.4% nickel, 0.015% palladium, 0.025% ruthenium, 0.15% chromium),
1.1.32 Grade 35—UNS R56340. Titanium alloy (4.5% aluminum, 2% molybdenum, 1.6% vanadium, 0.5% iron, 0.3% silicon),
1.1.33 Grade 36—UNS R58450. Titanium alloy (45% niobium),
1.1.34 Grade 37—UNS R52815. Titanium alloy (1.5% aluminum), and
1.1.35 Grade 38—UNS R54250. Titanium alloy (4% aluminum, 2.5% vanadium, 1.5% iron).
NOTE 1—H grade material is identical to the corresponding numeric grade (that is, Grade 2H = Grade 2) except for the higher guaranteed minimum UTS, and may always be certified as meeting the requirements of its corresponding numeric grade. Grades 2H, 7H, 16H, and 26H are intended primarily for pressure vessel use.
1.2 The values stated in inch-pound units are to be regarded as standard. The values given in parentheses are mathematical conversions to SI units that are provided for information only and are not considered standard.
2. Referenced Documents
2.1 ASTM Standards:
E8 Test Methods for Tension Testing of Metallic Materials
E29 Practice for Using Significant Digits in Test Data to Determine Conformance with Specifications
E539 Test Method for Analysis of Titanium Alloys by X-Ray Fluorescence Spectrometry
E1409 Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by the Inert Gas Fusion Technique
E1447 Test Method for Determination of Hydrogen in Titanium and Titanium Alloys by Inert Gas Fusion Thermal Conductivity/Infrared Detection Method
E1941 Test Method for Determination of Carbon in Refractory and Reactive Metals and Their Alloys by Combustion Analysis
E2371 Test Method for Analysis of Titanium and Titanium Alloys by Direct Current Plasma and Inductively Coupled Plasma Atomic Emission Spectrometry (Performance Based Test Methodology)
E2626 Guide for Spectrometric Analysis of Reactive and Refractory Metals
3. Terminology
3.1 Definitions of Terms Specific to This Standard:
3.1.1 bar, n—a hot rolled, forged, extruded or cold worked semi-finished solid section product whose cross sectional area is equal to or less than 16 in. 2 (10 323 mm 2 ); rectangular bar must be less than or equal to 10 in. (254 mm) in width and greater than 0.1875 in. (4.8 mm) in thickness.
3.1.1.1 Discussion—Extruded bar has been approved for use on unalloyed titanium grades 1, 2, 3 and 4 only. Other grades may be produced via the extrusion process with agreement between the producer and the purchaser.
3.1.2 billet, n—a solid semi-finished section hot worked or forged from an ingot, with a cross sectional area greater than 16 in. 2 (10 323 mm 2 ) whose width is less than five times its thickness.
4. Ordering Information
4.1 Orders for material under this specification shall include the following information as applicable:
4.1.1 Grade number (Section 1),
4.1.2 Product classification (Section 3),
4.1.3 Chemistry (Table 1),
4.1.4 Mechanical properties (Table 2),
4.1.5 Marking (Section 16),
4.1.6 Finish (Section 8),
4.1.7 Packaging (Section 16),
4.1.8 Required reports (Section 15), and
4.1.9 Disposition of rejected material (Section 14).
5. Chemical Composition
5.1 The grades of titanium and titanium alloy metal covered by this specification shall conform to the requirements as to chemical composition prescribed in Table 1.
5.1.1 The elements listed in Table 1 are intentional alloy additions or elements which are inherent to the manufacture of titanium sponge, ingot or mill product.
5.1.1.1 Elements other than those listed in Table 1 are deemed to be capable of occurring in the grades listed in Table 1 by and only by way of unregulated or unanalyzed scrap additions to the ingot melt. Therefore, product analysis for elements not listed in Table 1 shall not be required unless specified and shall be considered to be in excess of the intent of this specification.
5.1.2 Elements intentionally added to the melt must be identified, analyzed and reported in the chemical analysis.
Table 1 Chemical Requirements
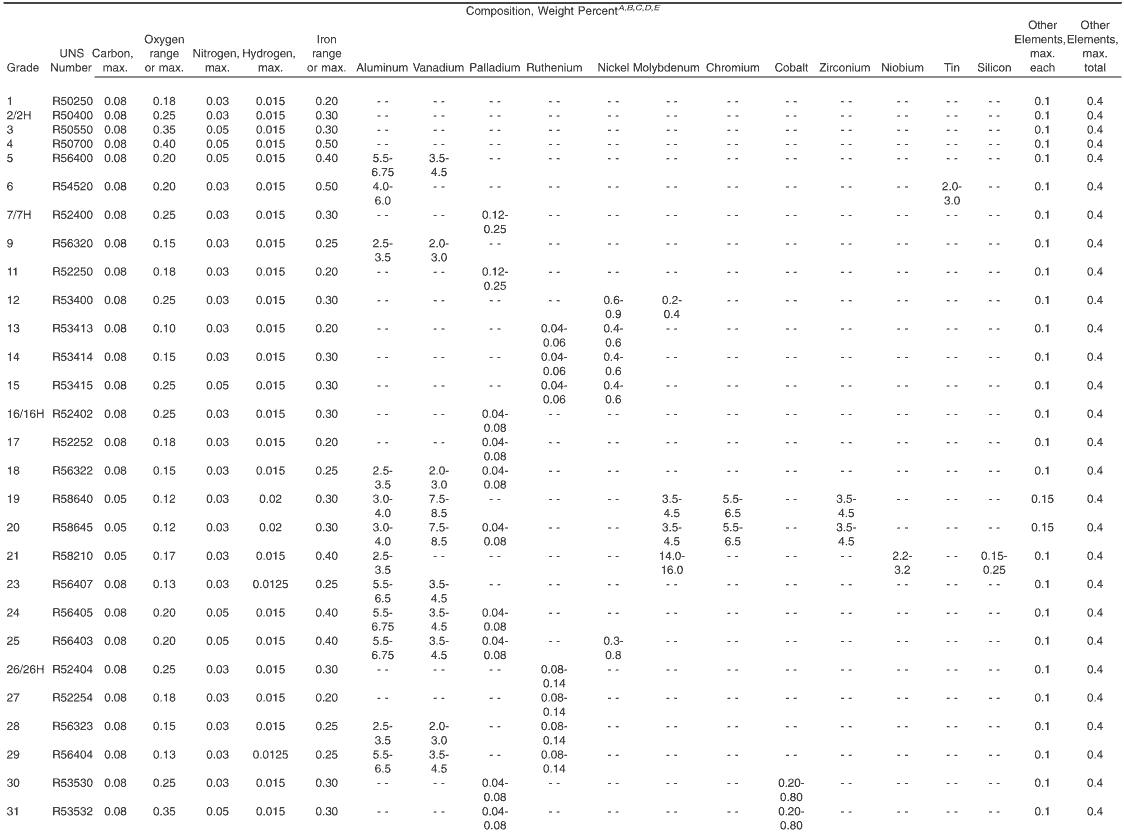

A At minimum, the analysis of samples from the top and bottom of the ingot shall be completed and reported for all elements listed for the respective grade in this table.
B Final product hydrogen shall be reported. Ingot hydrogen need not be reported. Lower hydrogen may be obtained by negotiation with the manufacturer.
C Single values are maximum. The percentage of titanium is determined by difference.
D Other elements need not be reported unless the concentration level is greater than 0.1 % each, or 0.4 % total. Other elements may not be added intentionally. Other elements may be present in titanium or titanium alloys in small quantities and are inherent to the manufacturing process. In titanium these elements typically include aluminum, vanadium, tin, chromium, molybdenum, niobium, zirconium, hafnium, bismuth, ruthenium, palladium, yttrium, copper, silicon, cobalt, tantalum, nickel, boron, manganese, and tungsten.
E The purchaser may, in the written purchase order, request analysis for specific elements not listed in this specification.
5.2 When agreed upon by the producer and purchaser and requested by the purchaser in his written purchase order, chemical analysis shall be completed for specific residual elements not listed in this specification.
5.3 Product Analysis—Product analysis tolerances do not broaden the specified heat analysis requirements, but cover variations between laboratories in the measurement of chemical content. The manufacturer shall not ship material which is outside the limits specified in Table 1 for the applicable grade. Product analysis limits shall be as specified in Table 3.
6. Mechanical Properties
6.1 Material supplied under this specification shall conform to the mechanical property requirements given in Table 2, as applicable.
6.2 Tension testing specimens are to be machined and tested in accordance with Test Methods E8. Tensile properties shall be determined using a strain rate of 0.003 to 0.007 in./in./min through the specified yield strength, and then increasing the rate so as to produce failure in approximately one additional minute.
Table 2 Tensile RequirementsA
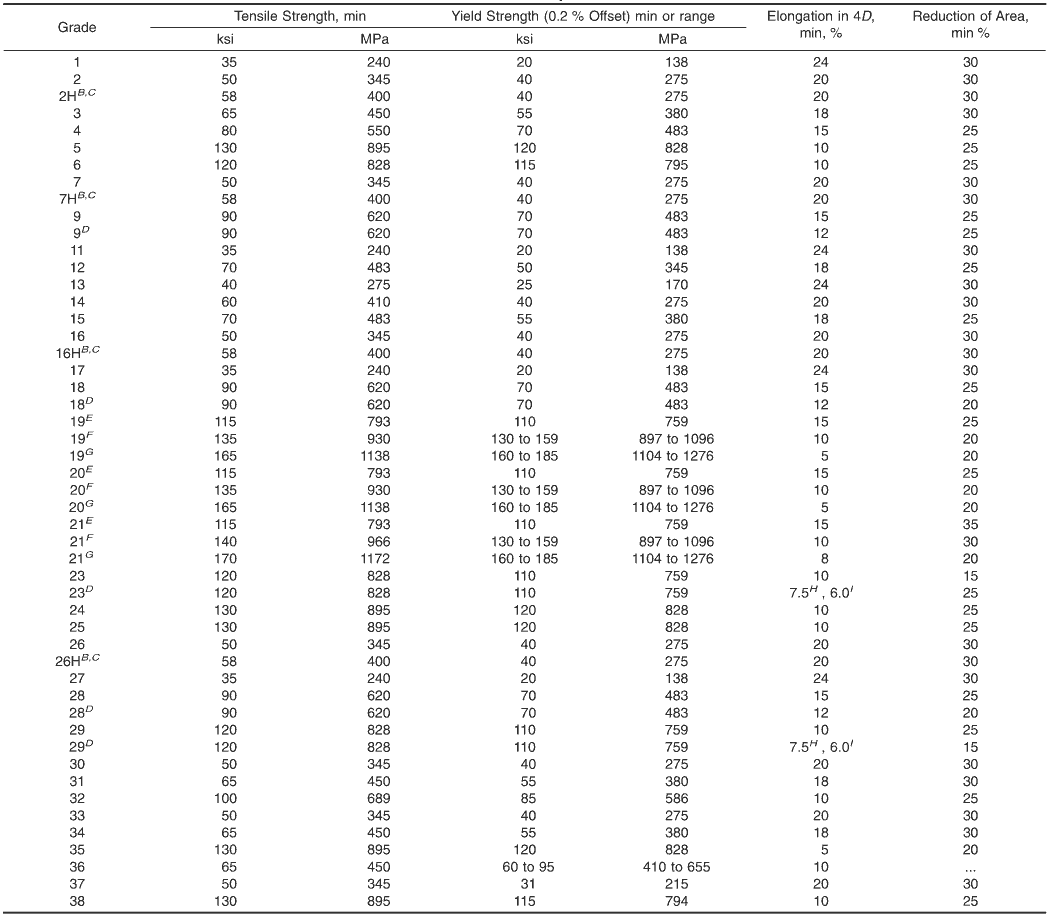
A These properties apply to longitudinal sections up to 3 in. (76 mm) in thickness with a maximum of 10 in. 2 (64.5 cm 2 ). Mechanical properties of larger sections shall be negotiated between the manufacturer and purchaser.
B Material is identical to the corresponding numeric grade (that is, Grade 2H = Grade 2) except for the higher guaranteed minimum UTS, and may always be certified as meeting the requirements of its corresponding numeric grade. Grade 2H, 7H, 16H, and 26H are intended primarily for pressure vessel use.
C The H grades were added in response to a user association request based on its study of over 5200 commercial Grade 2, 7, 16, and 26 test reports, where over 99% met the 58 ksi minimum UTS.
D Properties for material in transformed-beta condition.
E Properties for solution treated condition.
F Properties for solution treated and aged condition–Moderate strength (determined by aging temperature).
G Properties for solution treated and aged condition–High strength (determined by aging temperature).
H For product section or wall thickness values <1.0 in.
I For product section or wall thickness values $ 1.0 in.
TABLE 3 Permissible Variations in Product Analysis

A A residual is an element present in a metal or alloy in small quantities and is inherent to the manufacturing process but not added intentionally. In titanium these elements include aluminum, vanadium, tin, iron, chromium, molybdenum, niobium, zirconium, hafnium, bismuth, ruthenium, palladium, yttrium, copper, silicon, cobalt, tantalum, nickel, boron, manganese, and tungsten.
7. Dimensions, Weight, and Permissible Variations
7.1 Size—Tolerances on titanium and titanium alloy material covered by this specification shall be as specified in Tables 4-11, as applicable.
7.2 Weight—Quantity extras are applicable to individual items of a grade, thickness, width, and length ordered at one time for shipment at one time to one destination. Different lengths of the same size and grade may be combined for quantity extra. The shipping weight of any item of an ordered size in any finish may exceed the theoretical weight by as much as 10%.
Table 4 Permissible Variations in Size for Titanium Bars—Hot-Worked Rounds and Squares
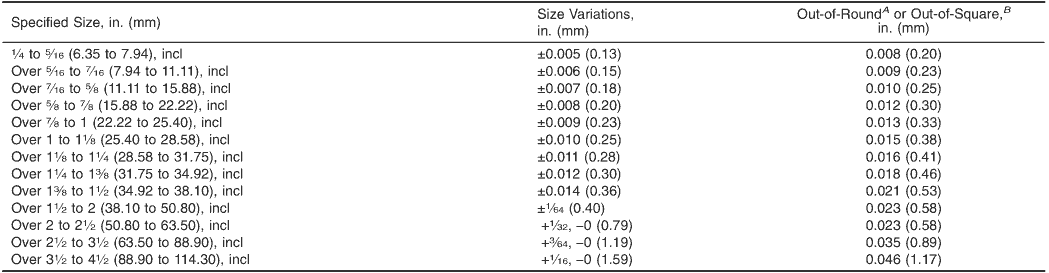
A Out-of-round is the difference between the maximum and minimum diameters of the bar, measured at the same cross section.
B Out-of-square section is the difference in the two dimensions at the same cross section of a square bar, each dimension being the distance between opposite faces.
TABLE 5 Permissible Variations in Size for Titanium Bars—Hot-Worked Hexagons and Octagons

TABLE 6 Permissible Variations in Size for Titanium Bars—Hot-Worked Flats

TABLE 7 Permissible Variations in Size for Titanium Bars—Cold-Finished Rounds

A When it is necessary to heat treat or heat treat and pickle after cold finishing, because of special hardness or mechanical property requirements, tolerances are commonly double those shown in this table.
TABLE 8 Permissible Variations in Size for Titanium Bars—Cold-Finished Hexagons, Octagons, and Squares

A When it is necessary to heat treat or heat treat and pickle after cold finishing, because of special hardness or mechanical property requirements, tolerances are commonly double those shown in this table.
8. Workmanship, Finish, and Appearance
8.1 Titanium and titanium alloy bar and billet shall be free of injurious external and internal imperfections of a nature that will interfere with the purpose for which it is intended. Annealed material may be furnished as descaled, sandblasted, ground, or rough turned. The manufacturer shall be permitted to remove minor surface imperfections by spot grinding if such grinding does not reduce the thickness of the material below the minimum permitted by the tolerance for the thickness ordered.
9. Sampling
9.1 Samples for chemical analyses shall be representative of the material being tested. The utmost care must be used in sampling titanium for chemical analysis because of its great affinity for elements such as oxygen, nitrogen, and hydrogen. Therefore, in cutting samples for analysis, the operation should be carried out insofar as possible in a dust-free atmosphere. Chips should be collected from clean metal and tools should be clean and sharp. Samples for analysis should be stored in suitable containers.
9.2 At least two samples for chemical analysis shall be tested to determine chemical composition. Samples shall be taken from the ingot or from the opposite extremes of the product to be analyzed.
TABLE 9 Permissible Variations in Size for Titanium Bars—Cold-Finished Flats

A When it is necessary to heat treat or heat treat and pickle after cold finishing, because of special hardness or mechanical property requirements, tolerances are commonly
double those shown in this table.
TABLE 10 Permissible Variations in Length for Titanium Bars—Hot Worked and Cold Finished
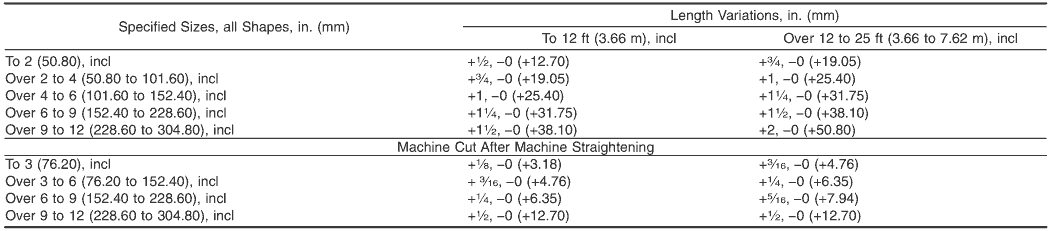
TABLE 11 Camber for Hot-Worked and Cold-Finished Titanium Bars for Machining
NOTE 1—Camber is the greatest deviation of a side from a straight line. Measurement is taken on the concave side of the bar with a straightedge. Unless otherwise specified, hot-worked and cold-finished bars for machining purposes are furnished machine straightened to the tolerances specified in this table.

10. Methods of Chemical Analysis
10.1 The chemical analysis shall normally be conducted using the ASTM standard test methods referenced in 2.1. Other industry standard methods may be used where the ASTM test methods in 2.1 do not adequately cover the elements in the material or by agreement between the producer and the purchaser. Alternate techniques are discussed in Guide E2626.
11. Retests
11.1 If the results of any chemical or mechanical property test lot are not in conformance with the requirements of this specification, the lot may be retested at the option of the manufacturer. The frequency of the retest will double the initial number of tests. If the results of the retest conform to the specification, then the retest values will become the test values for certification. Only original conforming test results or the conforming retest results shall be reported to the purchaser. If the results for the retest fail to conform to the specification, the material will be rejected in accordance with Section 14.
12. Referee Test and Analysis
12.1 In the event of disagreement between the manufacturer and the purchaser on the conformance of the material to the requirements of this specification, a mutually acceptable referee shall perform the tests in question using the ASTM standard methods in 2.1. The referee’s testing shall be used in determining conformance of the material to this specification.
13. Rounding-Off Procedure
13.1 For purposes of determining conformance with the specifications contained herein, an observed or a calculated value shall be rounded off to the nearest “unit” in the last right-hand significant digit used in expressing the limiting value. This is in accordance with the round-off method of Practice E29.
14. Rejection
14.1 Material not conforming to this specification or to authorized modifications shall be subject to rejection. Unless otherwise specified, rejected material may be returned to the manufacturer at the manufacturer’s expense, unless the purchaser receives, within three weeks of notice of rejection, other instructions for disposition.
15. Certification
15.1 The manufacturer shall supply at least one copy of the report certifying that the material supplied has been manufactured, inspected, sampled, and tested in accordance with the requirements of this specification and that the results of chemical analysis, tensile, and other tests meet the requirements of this specification for the grade specified. The report shall include results of all chemical analysis, tensile tests, and all other tests required by the specification. The report shall include the manufacturing method (hot rolled, forged, extruded or cold worked).
16. Packaging and Package Marking
16.1 Marking—Unless otherwise specified, individual pieces or bundles shall have attached a metal tag stamped with the purchase order number, the specification number, the nominal size and manufacturer’s heat number, or shall be boxed and the box marked with the same information. In addition to the above identification, bars 1 in. (25.4 mm) and over in diameter or distance between parallel sides shall be stamped with the heat number within 2 in. (50.8 mm) of one end.
16.2 Packaging—Unless otherwise specified, material purchased under this specification may be packaged for shipment either by boxing, crating, single boarding, bur lapping, or with no protection in accordance with the manufacturer’s standard practice.
17. Keywords
17.1 bar; billet; titanium; titanium alloy
